Komputerowy system sterowania procesem suszenia drewna w suszarniach komorowych
Produkowany obecnie komputerowy system sterowania procesem suszenia drewna w suszarniach komorowych jest rezultatem kilkudziesięcioletnich doświadczeń naszej firmy w tej dziedzinie. Firma EMAS tworząc nową generację systemów sterowania brała pod uwagę następujące przesłanki:
- Oszczędność energii elektrycznej.
- Dokładność pomiarów parametrów procesu suszenia.
- Uproszczenie czynności obsługowych i ewentualnie ich eliminacje.
- Umożliwienie zdalnego sterowania procesem suszenia.
- Obróbkę fitosanitarną.

Rys. 1 System sterowania EMAS z falownikami
Z uwagi na stale rosnące ceny energii elektrycznej, możliwość jej oszczędzania staje się kluczowym zagadnieniem.
Umiejętne zastosowanie regulacji prędkości obrotowej wentylatorów za pomocą falowników daje średnio oszczędności na poziomie co najmniej 30%.
Dla lepszego zobrazowania o jakie wielkości chodzi w tabeli 1 podano oszczędności w ciągu roku dla komór wyposażonych w silniki 3.3kW o sprawności 82% dla 8000 godzin ich pracy w roku i cenie za energię dla różnych taryf podanej w tabelach 1 i 2.
Poniżej podano przykładowe tabele opłat dla różnych taryf stosowana w 2011 roku przez PGE Lublin.
Tabela 1
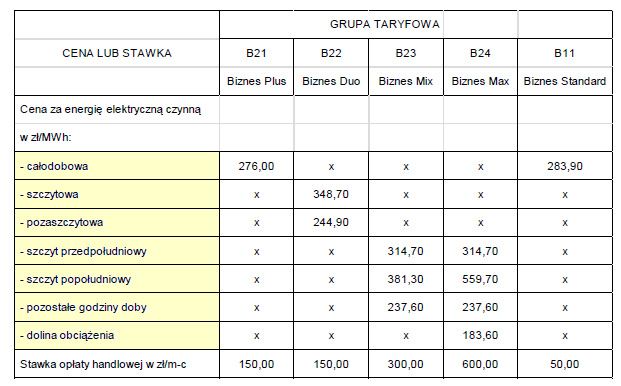
Rys. 2. Przykładowe ceny netto za energię czynną dla różnych grup taryfowych
Tabela 2
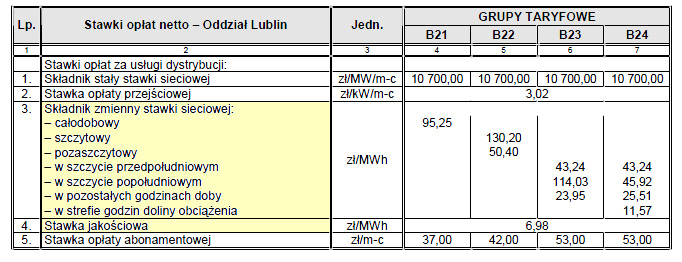
Rys. 3. Przykładowe ceny netto za usługi dystrybucyjne dla różnych grup taryfowych
W tabelach jasnym żółtym kolorem zaznaczono te pozycje, które są brane pod uwagę przy optymalizacji sterowania wentylatorami.
Oszczędności związane z zastosowaniem falowników są wynikiem zastosowania następującej procedury:
- Program znajduje w arkuszach taryfowych (Rys.4) najmniejszą wartość sumy opłat w danej godzinie doby za energię i jej dystrybucję;
- Porównuje tę wartość z wartością dla aktualnej godziny i zmniejsza prędkość wentylatorów, tak aby cena energii była równa znalezionej w pierwszym kroku procedury;
- Jeżeli proces suszenia wkroczył w fazę IV, kiedy wilgotność drewna jest mniejsza od 20%, to program zmniejsza prędkość w funkcji wilgotności drewna;
- Program wybiera mniejszą wartość z porównania ceny energii i wartości wyznaczonej w poprzednim kroku.
- Ponieważ moc pobierana przez wentylatory jest proporcjonalna do 3 potęgi ich prędkości obrotowej, to zmniejszenie prędkości obrotowej wentylatorów jest zazwyczaj niewielkie dla droższych taryf (przy taryfie 2-krotnie droższej jest to ok. 19%) a dla drewna poniżej 20% nie przekracza 30%.
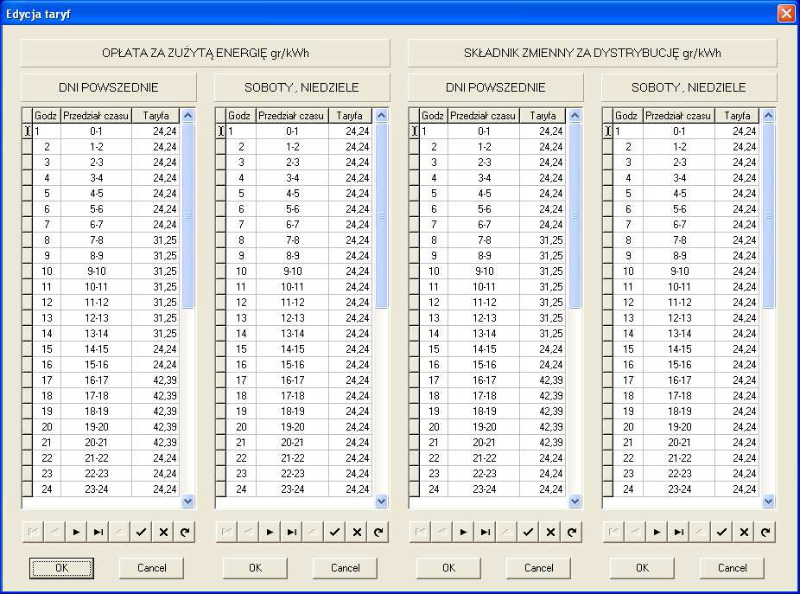
Rys 4. Okno służące do edycji taryf w programie sterującym procesem suszenia
Na podstawie pomiarów w istniejących obiektach oszacowano średnie wartości oszczędności dla cen podanych w Tab, 1 i 2.
W najnowszej wersji oprogramowania program oblicza oszczędności i tworzy raporty w podziale na miesiące i lata z możliwością ich wydruków.
Tabela 3
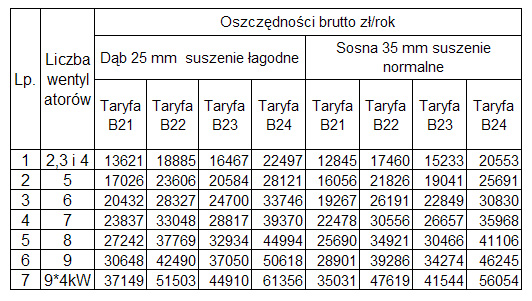
Rys. 5 Tabela oszczędności uzyskiwanych poprzez zastosowanie falownika
Przy spodziewanym wzroście cen energii elektrycznej można się spodziewać, że oszczędności będą jeszcze większe.Nie trudno zauważyć, że zastosowanie naszego systemu bardzo szybko rekompensuje nieco wyższe początkowe nakłady i po kilku latach z zaoszczędzonych środków można postawić następna komorę.
Wprowadzenie falowników wymagało kompleksowej podejścia do projektu, aby uniknąć ewentualnego wpływu ich pracy na pozostałe elementy systemu sterowania.
Nowością jest sprzężenia systemu sterowania falownikiem z arkuszami taryfowymi, które mogą być edytowane przez operatora z dokładnością do 1 godziny.
W oknie Parametry falownika znajduje się okienko edycyjne MOC MAKSYMALNA, za pomocą którego możemy ograniczyć moc pobieraną przez wentylatory suszarni. Może to także być bardzo pomocny zabieg ograniczający opłaty za energię elektryczną.
Przemysłowy odbiorca płaci bowiem bardzo wysoką stawkę za tak zwaną moc umowną, która jest mnożona przez składnik taryfy o nazwie składnik stały stawki sieciowej, dlatego opłacałoby się w umowie określić tę wartość jak najniżej. W przypadku, gdyby jednak liczniki mierzące moc pobieraną (uśrednianą w okresach 15-to minutowych) wykazały, że ta moc została przekroczona to opłata za przekroczoną wartość jest bardzo wysoka (około 10 razy wyższa od stawki normalnej).
Dlatego chwilowe ograniczenie poboru mocy przez wentylatory, może być bardzo pomocne w sytuacji, gdy nadmiernie wzrasta obciążenie w zakładzie, co mogłoby doprowadzić do przekroczenia mocy umownej.
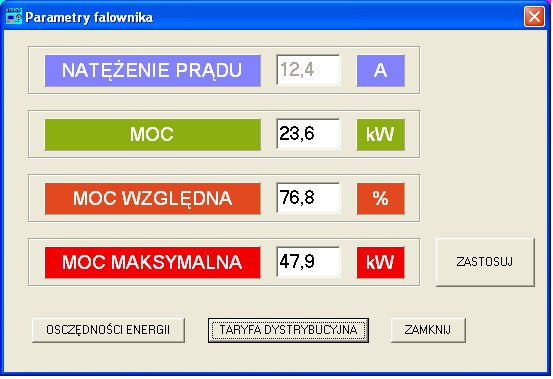
Rys.6. Okno służące do edycji mocy maksymalnej w programie sterującym procesem suszenia.
Ponadto falowniki służą do równoczesnego, łagodnego startu wszystkich wentylatorów i następnie (jeżeli ze stanu wilgotności drewna lub z taryfy nie ma potrzeby zwolnienia prędkości obrotowej) układ sterowania przełącza zasilanie na bezpośrednie z sieci, przez co unika się strat biegu jałowego falownika. Równoczesny łagodny start wentylatorów wykazuje dwie zalety:
- Zmniejszone obciążenia wentylatorów przy rozruchu, a tym samym zwiększenie ich żywotności;
- Uniknięcie uruchamiania wentylatorów "oczekujących", przy tradycyjnym kolejnym ich załączaniu, w przeciwnym kierunku przez pęd powietrza już włączonych wentylatorów. To powoduje, że rozruch staje się faktyczne nawrotem silnika, co bardzo zwiększa obciążenie silnika i zwiększa straty energii.
O jakości wysuszonego drewna decydują możliwie dokładne pomiary wilgotności suszonego drewna i klimatu w komorze.
Właściwe wyniki tych parametrów pozwalają do minimum ograniczyć czas suszenia oraz straty suszonego drewna, a tym samym przynoszą wymierne korzyści ekonomiczne.
Ponieważ dotychczasowa metoda pomiaru pośredniego wilgotności drewna, poprzez pomiar wartości prądu (lub inaczej pomiaru rezystancji lub przewodności elektrycznej) podlega wielu, trudnym do skompensowania online, zakłóceniom, takim jak:
- Zmienny skład chemiczny drewna i roztworów wodnych w naczyniach, które decydują o natężeniu prądu.
- Wydzielająca się w czasie suszenia żywica, kalafonia i inne związki chemiczne wytwarzają warstwę izolującą igiełki pomiarowe, co wpływa na znaczne zmniejszenie natężenia prądu i przedwczesną sygnalizację wysuszenia drewna.
- Pozornie prosty do kompensacji bardzo duży wpływ temperatury drewna wymagałby zastosowania przy każdej sondzie dodatkowej sondy mierzącej temperaturę drewna a czego żadna firma nie stosuje;
- Ponieważ suche drewno można traktować jako dobry izolator, to bardzo szybko rośnie wpływ rezystancji upływowych przewodów łączących igiełki z układem pomiarowym; a tym samym rośnie nieznany błąd pomiarowy;
- Przewody łączące igiełki są bardzo podatne na zakłócenia występujące np. przy zasilaniu silników wentylatorów poprzez falowniki.
W systemie sterowania firmy EMAS do pomiar wilgotności drewna zastosowano unikatowy w skali świata, system sond z pomiarem dwufazowym, z przetwornikami wilgotności równowagowej w desce i prądowymi o zakresie pomiaru wilgotności drewna od 100% do 3%, który eliminuje wspomniane wyżej zakłócenia.

Rys. 7 Sonda wilgotności i temperatury drewna.
Ponieważ sygnał jest przetworzony wewnątrz sondy wyeliminowano wpływ długości przewodów i zakłócenia elektromagnetyczne.
Pomiar poniżej nasycenia włókien, za pomocą czujnika wilgotności i temperatury wewnątrz deski, eliminuje wpływ chemii drewna oraz innych parametrów jak np. gęstości drewna.
Kompensacja temperatury drewna jest możliwa, gdyż każda sonda ma czujnik temperatury.
W tradycyjnym sposobie pomiaru wilgotności drewna dla zapewnienia dobrego kontaktu igiełek z drewnem należy igiełki i wtyki bananowe często i dokładnie oczyszczać z pokrywającej je warstwy izolującej, co pochłania sporo czasu i w związku z tym nie zawsze jest wykonywane.
Ponadto wtyki bananowe i igiełki, w trudnych warunkach, w jakich pracują, ulegają częstym uszkodzeniom, co dodatkowo zwiększa koszty eksploatacji systemu pomiarowego.
Zastosowanie bardzo tanich wkrętów, w miejsce igiełek i wtyków bananowych zmniejsza nakłady, gdyż ich wymiana to kilka groszy za wkręt a dodatkowo odpada czynność czyszczenia, ponieważ wkręty podlegają samooczyszczaniu w trakcie ich wkręcania.
Pomiar klimatu w komorze odbywa się za pomocą bezobsługowych elektronicznych polimerowych przetworników wilgotności powietrza i przetworników temperatury.
System ten eliminuje znane wady dotychczas stosowanych metod pomiaru klimatu w komorze za pomocą termometru suchego i mokrego lub płytki celulozowej:
- Nie wymaga żadnych czynności obsługowych;
- Jest odporny na oddziaływanie związków chemicznych występujących w powietrzu w komorze.
Program analizuje proces suszenia pod kątem uzyskania warunków zgodnie z normą ISPM 15. W przypadku ich uzyskania drukuje raport potwierdzający spełnienie wymagań fito-sanitarnych.
System sterowania oferuje szeroki wachlarz sposobów prowadzenie procesu suszenia, od w pełni automatycznego poprzez programy własne do sterowania ręcznego.
Rys. 8 przedstawia widok okna SUSZARKA nadrzędnego programu zainstalowanego na komputerze PC, który umożliwia między innymi:
- archiwizacje parametrów procesu suszenia z możliwością ich późniejszego odtwarzania i drukowania;
- przedstawianie bieżących wyników pomiarów i wartości zadanych na ekranie oraz w postaci wykresów i tabel, zapisywanych do bazy danych w 3-minutowych odstępach;
- wydruk wykresów w kolorze i w postaci czarno-białej;
- wydruk tych danych w postaci jednokartkowej skróconej wersji tabelarycznej;
- tworzenie za pomocą prostego graficznego interfejsu własnych programów suszenia;
- tworzenie i wydruk raportu fitosanitarnego;
- tworzenie i wydruk raportu oszczędności związanych z zastosowaniem falownika;
- tworzenie i wydruk raportu zdarzeń i błędów;
- edycję arkusza taryf;
- test sond wilgotności i temperatury drewna;
- wprowadzanie poprawek do pomiarów sond wilgotności drewna;
- ustalanie parametrów procesu suszenia, które mogą być zmieniane dowolną liczbę razy w czasie trwania procesu suszenia;
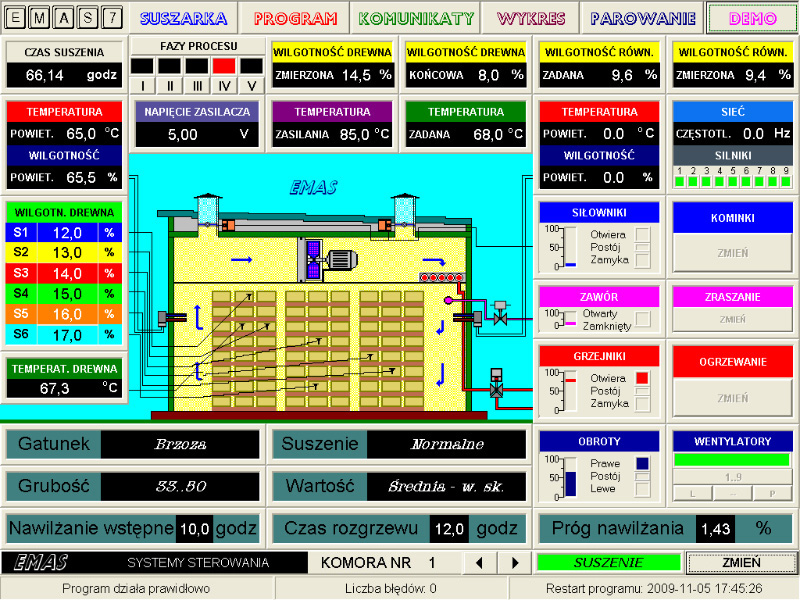
Rys. 8. Okno SUSZARKA komputerowego programu EMAS_7_7 sterującego suszarką komorową do drewna

Rys. 9 Panel sterowania ręcznego.
Ponieważ siłowniki są sterowane sygnałem DC 0-10V w trybie pracy ręcznej za pomocą potencjometrów można ustalić dowolne położenie kominków i zaworu trójdrogowego.
Również w tym trybie (RĘCZNE) można za pomocą potencjometru ustalić dowolną prędkość wentylatorów, wykorzystując falownik.

Rys. 10 Panel dotykowy.
Ponieważ wszystkie elementy interfejsu użytkownika występują zarówno na ekranie PC-ta jak i panelu dotykowego, sterowanie procesem możliwe jest w sterowni za pomocą wspomnianego panelu dotykowego (40 kolorowych okien) lub z oddalonego biura za pomocą PC-ta.
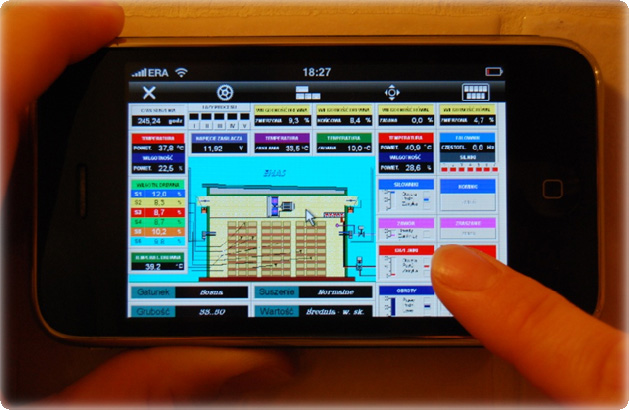
Rys.11 Sterowanie procesem suszenia za pomocą iPhone'a.
Nadrzędny program w komputerze PC umożliwia równoczesną, zdalną obsługę do 30 komór, zarówno w oddalonym biurze lub za pomocą PC-ta lub komórki z dowolnego miejsca na ziemii.
Bliższe informacje na temat sposobu obsługi systemu sterowania można znaleźć instrukcji obsługi zamieszczonej
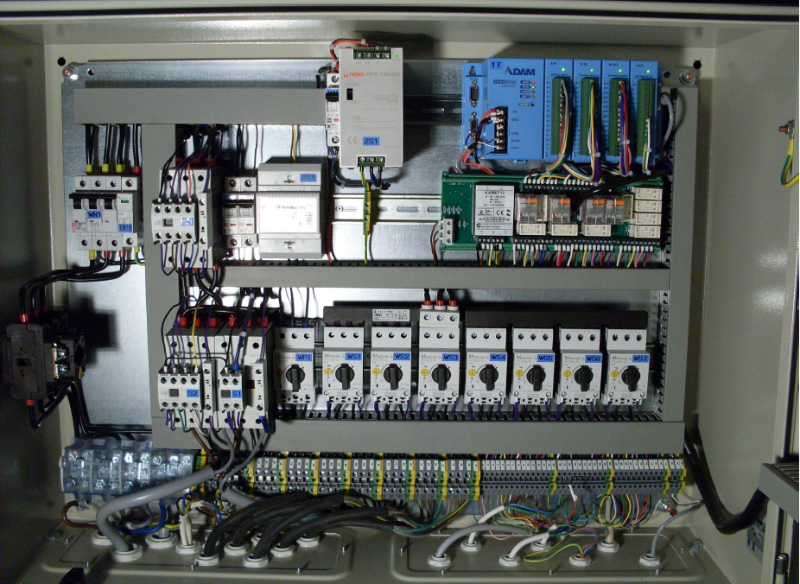
Rys. 12 Rozdzielca komputerowego systemu sterowania suszarnią do drewna
W skład systemu wchodzą następujące elementy:
- rozdzielnica z aparaturą rozdzielczą i zabezpieczającą firmy MOELLER oraz sterownikiem ADVANTECH’a i panelem dotykowym WEINTEK’a;
- falownik firmy HITACHI z filtrem;
- 2 siłowniki BELIMO 24V AC, sterowane 0-10V DC do kominków;
- siłownik BELIMO 24V AC, sterowany 0-10V DC do zaworu trójdrogowego;
- zawór elektromagnetyczny DANFOSS’a do zraszaczy;
- 6 sond wilgotności drewna nowej generacji;
- 2 przetworniki parametrów klimatu w komorze;
- 2 rozdzielnice aluminiowe do sond wilgotności drewna;
- rozdzielnica z płytką interfejsową;
- w przypadku pierwszej komory z naszym sterowaniem zestaw komputerowy z
- drukarką kolorową, kartą RS485 dla protokółu MODBUS/RTU oraz 50 m linii łączącej PC-ta z suszarnią;
- przewody łączące poszczególne elementy systemu.
Uwaga: w przypadku zastosowania nietypowego wyposażenia, np. siłownik do zaworu firmy HONEYWELL, lub dłużej linii RS, oferowana cena może ulec adekwatnej zmianie.